高壓電機(jī)故障后需要維修�����,西瑪電機(jī)高壓電機(jī)的維修流程及標(biāo)準(zhǔn)是什么����?下面請(qǐng)跟隨西安西瑪電機(jī)的小編一起往下看吧:
")
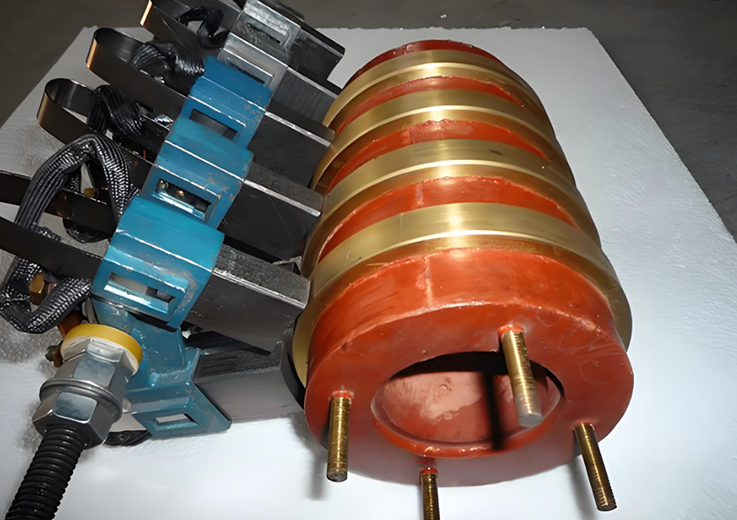
一、繞線
高壓電機(jī)按電壓等級(jí)需要選用雙亞胺����,單亞胺,單薄雙絲等各種規(guī)格的絲包扁線�,材料齊備后,可在繞線機(jī)上繞制制成梭型成圈��,一般電機(jī)最短線圈直線部分25厘米�,最大線圈直線部分1.2米,繞制可單平繞�,單立繞�����,也可雙平換位繞�����,也可雙平換位立繞�,根據(jù)具體要求確定。利用圓盤(pán)中的萬(wàn)能調(diào)節(jié)也可繞制圓漆包線線圈��。繞線機(jī)內(nèi)置一臺(tái)調(diào)速電機(jī)與一臺(tái)渦輪渦桿減速機(jī),帶動(dòng)繞線機(jī)實(shí)現(xiàn)0-120轉(zhuǎn)/分的可順逆可制動(dòng)的旋轉(zhuǎn)��,并可正反計(jì)數(shù)����,一般可繞制1600KW以?xún)?nèi)的各種電機(jī)線圈����,另配有簡(jiǎn)易漲緊器一套�����,可控制繞制線圈的松緊度���,一般的修理廠家選用如上產(chǎn)品即可��,如遇到特殊大型規(guī)格時(shí)��,可選擇特異型繞制設(shè)備。
二���、成型前包扎
高壓電機(jī)梭型線圈繞制后��,用收縮帶��,黃蠟綢帶等絕緣材料包扎��,目的是:保護(hù)線圈外絕緣�����、層間絕緣�����、匝間絕緣不至于損壞�����。在拉型機(jī)時(shí)免受模具夾具�、鼻端銷(xiāo)釘?shù)饶Σ粒乐顾蓜?dòng)變形�。包扎線圈一般用女工,由于女工心細(xì)手巧且干活速度快�����,一般3-5人包扎供拉型���。也可使用電動(dòng)包帶機(jī)�����。
三�����、成型
成型機(jī)����、漲型機(jī)、拉型機(jī)其實(shí)是一種機(jī)器���,它主要目的是把繞線機(jī)繞制的立繞梭型線圈或平繞梭型線圈拉成框行線圈,框型線圈以電機(jī)定子鐵心的內(nèi)外圓為標(biāo)準(zhǔn)��,組成向心式的有角度的線圈����,繞制梭型線圈需技工2人即可完成����,而拉(漲)型一般需3人。過(guò)去在沒(méi)有成型機(jī)以前,我處有幾位老練的師傅可手拉成型���,可在15分鐘將72只線圈手工拉制成型�����,但對(duì)于較大型線圈拉型顯現(xiàn)的有些吃力�。而利用拉型機(jī)一般一個(gè)小時(shí)內(nèi)3人可規(guī)范的拉出72只線圈來(lái)���,每只成型線圈直線部分最長(zhǎng)可調(diào)整到1.5米,高度可調(diào)整在80公分以?xún)?nèi)�����,角度調(diào)整范圍為0-60度����,四只夾具可實(shí)現(xiàn)萬(wàn)能鎖定。
四���、整形
西瑪電機(jī)高壓電機(jī)由于加上層數(shù)不等的云母絕緣材料后���,厚度增加了很多����,線圈端部距離被絕緣層擠占���,稍不注意,嵌線時(shí)擁擠嵌放不下去��,造成嵌線困難�,這就需要冷整型。冷整型模具(或叫正型模具)��,傳統(tǒng)以木制為多���,每種型號(hào)的電機(jī)就需要制作一套模具����,正型期間敲打時(shí)必須注意,不可破壞層間絕緣���。低壓電機(jī)拉型后���,一般不再冷整型����,直接進(jìn)入嵌線工序��。
五����、包扎云母帶及熱壓
定子線圈冷正形后,即進(jìn)入包扎工序�,1.定形后可嵌線方便。2.線圈固化可防潮�����,防水浸�。3.電暈放電到槽口以外�。4.完成對(duì)外界的封閉,免高壓擊穿�����。
六��、測(cè)試耐壓
熱壓線圈退模后要放置一段時(shí)間再測(cè)試耐壓�����,這是檢驗(yàn)產(chǎn)品的一道工序�����,按照3000V���、6000V����、10000V等不同的工作電壓有不同的要求打耐壓標(biāo)準(zhǔn)��。直線部分或彎曲部分怎樣去防止打穿�,送些均須在熱壓時(shí)掌握,自繞制線圈至嵌線完畢��,一般要多做一只線圈�����,目的有:1.留下該型號(hào)電機(jī)技術(shù)數(shù)據(jù)(線規(guī),匝數(shù)���,絕緣厚度�����,直線長(zhǎng)���,彎度��,端部長(zhǎng)����,抬高度與節(jié)距角度等數(shù)據(jù))����。2.以備哪一只線圈不合格時(shí)替換。
高壓電機(jī)一般以200KW—2000KW居多��,重量最一般在3噸以上�,根據(jù)自身?xiàng)l件可設(shè)計(jì)合適的行吊��,以便于維修電機(jī)之用���。
七����、嵌線(定子、轉(zhuǎn)子)
電機(jī)定子���、轉(zhuǎn)子在經(jīng)去塵(一般經(jīng)高壓水槍沖洗)后進(jìn)入烘箱內(nèi)烘烤��,降溫后確定是小修還是大修電機(jī)��。高壓電機(jī)小修時(shí)有一套小修提出線圈工具����,轉(zhuǎn)子導(dǎo)條線之彎弧工具��,定子線圈機(jī)芯內(nèi)的熱壓工具����,類(lèi)似小工具很多,需自制�,關(guān)鍵是技術(shù)與經(jīng)驗(yàn)要結(jié)合。怎樣不損壞原線圈是關(guān)鍵���。取出線圈重新加工費(fèi)時(shí)費(fèi)力��,能否對(duì)舊線圈改造是節(jié)省時(shí)間的關(guān)鍵(一般高壓電機(jī)所用的絲包線采購(gòu)周期為1~2周����,這就貽誤了修理時(shí)間�,這些重要問(wèn)題需要在跟班學(xué)習(xí)中掌握)�。
小修轉(zhuǎn)子時(shí),轉(zhuǎn)子中的銅導(dǎo)條(鋁條)怎樣取出��,取出來(lái)如何換條��,如何包扎制作標(biāo)準(zhǔn)線圈�,以及如何焊接試驗(yàn)等一系列工序,這里不一一論述�。
大修電機(jī)轉(zhuǎn)子時(shí)�����,必須取出全部線圈����,怎樣取,怎樣保持完好線圈是關(guān)鍵技術(shù)��。比如是高電壓的電機(jī),要盡量完整的取出來(lái)��。如保持線規(guī)不損壞����,重新包扎時(shí),可省錢(qián)�����、省時(shí)���。需重新制作線圈時(shí),須算出線規(guī)����,浪費(fèi)時(shí)間。定子嵌線時(shí)一般每三只線圈打一次耐壓����,以防止線圈對(duì)兩端槽口放電或?qū)啥硕谁h(huán)放電以及因下線有失誤造成的線圈損壞放電。整臺(tái)線圈全部嵌下后的接線�,分距、分組�����、連線、包扎�����、接星恪
一般的電機(jī)在封星點(diǎn)前打一次耐壓后即封在一起,外引三根引接線即可����。也有特殊引接6根引線外封三角或外接星線。一般引接線需從指定的高壓電纜生產(chǎn)廠家購(gòu)買(mǎi)�����。一切嵌線接線完畢�����,整臺(tái)電機(jī)再打耐壓一次即完工����。
八、浸漆
電機(jī)生產(chǎn)廠家批量生產(chǎn)電機(jī)時(shí)�,要購(gòu)真空浸漆設(shè)備,該設(shè)備由專(zhuān)業(yè)廠家提供。一般修理廠家利用電加熱棒加熱定子至一定溫度后翻轉(zhuǎn)��,定子口朝上進(jìn)行雙面灌漆�����。灌漆時(shí)底部有盛漆裝置�。灌完漆需待兩小時(shí)以上再放入烘箱���,先低溫烘三個(gè)小時(shí)���,再高溫烘18小時(shí)。累計(jì)24小時(shí)后出爐�����。目的是固化線棒絕緣與槽內(nèi)外導(dǎo)線絕緣�,以防震動(dòng)破壞絕緣結(jié)構(gòu)。請(qǐng)除定子內(nèi)腔中的殘漆即可裝配��。
九�����、試驗(yàn)
整機(jī)參數(shù)試驗(yàn):試驗(yàn)設(shè)備來(lái)起動(dòng)380V����、660V、1140V�、3000V、6000V��、10000V等各種電機(jī)����,高低壓可起動(dòng)試驗(yàn)容量在1000KW以?xún)?nèi)�。凡鼠籠、滑環(huán)電機(jī)均可作空載起動(dòng)�����,空載運(yùn)行試驗(yàn)��,試驗(yàn)項(xiàng)目分測(cè)電流�、測(cè)電壓���、測(cè)速�����、測(cè)溫�����、量噪聲等十幾個(gè)項(xiàng)目�����。
以上有關(guān)西瑪電機(jī)高壓電機(jī)維修流程及標(biāo)準(zhǔn)的內(nèi)容有點(diǎn)多�,希望大家去仔細(xì)閱讀,如有不明白的����,歡迎致電西安西瑪電機(jī)集團(tuán)有限公司���,我們期待與您的合作��!
 簡(jiǎn)體中文
簡(jiǎn)體中文 English
English

 全國(guó)服務(wù)熱線 13572417601
全國(guó)服務(wù)熱線 13572417601 企業(yè)郵箱
企業(yè)郵箱 地址
地址 產(chǎn)品中心
產(chǎn)品中心





 2024-05-06
2024-05-06